低壓鑄造工藝規(guī)程
作者:天使彥 來源:www.sharediscount.cn 更新時間:2020-7-20 10:07:03 點擊次數(shù):
1、目的和范圍
1.1規(guī)范鍶變質(zhì)汽車車輪低壓鑄造的操作工藝。
1.2本規(guī)程適用于鋁合金輪轂低壓鑄造工序。
2、流程
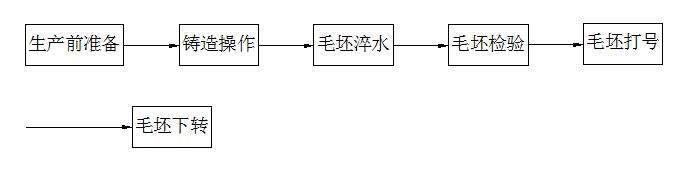
3、生產(chǎn)前準(zhǔn)備
3.1設(shè)備準(zhǔn)備
3.1.1保溫爐在使用前,要逐步分階段升溫至700~720℃。
3.1.2將預(yù)熱好的升液管小心裝入保溫爐,并密封緊固。
3.1.3檢查鑄造機油路、油缸及冷卻有無漏油,溫控、液壓系統(tǒng)工作是否正常。
3.1.4低壓機供氣壓力不低于0.4Mpa ,供水壓力不低于0.35Mpa 。
3.1.5低壓機供氣的壓縮空氣的露點≤-45℃ 。
3.2工具量具準(zhǔn)備
3.2.1涂料按比例配比好,使用前要充分?jǐn)嚢瑁浔群蟪^八小時禁止使用。
3.2.2檢查烤模器通風(fēng)要均勻,否則應(yīng)修理或更換。
3.2.3涂料噴槍須先檢查有無泄漏,有泄漏的噴槍嚴(yán)禁使用。
3.2.4專用檢驗器具是否齊備,有無損壞
3.2.5扁鏟、鐵棒、鋁錘、鋼絲刷、烤槍、取件夾、過濾片、鋼印等工具須準(zhǔn)備齊全。
3.3文件準(zhǔn)備
3.3.1工藝規(guī)程須準(zhǔn)備好。
3.3.2低壓模具使用跟蹤卡,壓鑄監(jiān)控記錄表、低壓鑄造工藝卡片、作業(yè)準(zhǔn)備驗證表是否準(zhǔn)備齊全。
3.4模具準(zhǔn)備
3.4.1調(diào)整模具及限位,要求無錯模,限位到位。
3.4.2開合模具檢驗運行是否自如,頂桿頂出.復(fù)位是否正常.
3.4.3試壓過濾片合適:合模后與分流錐有1~2mm的間隙 3.4.4將模具烘烤至380~450℃。
3.5鋁液準(zhǔn)備
3.5.1鋁液化學(xué)成分符合表一要求。
表一:保溫爐內(nèi)的化學(xué)成份
主 要 元 素 %雜 質(zhì) 元 素 不 大 于%
SiMgTiSrAlFeCuZnMnNiSnPbCaP其余
每種總和
6.5~7.50.27~0.350.08~0.150.012~0.018余量0.150.010.050.050.020.010.010.010.0020.010.10
3.5.2測氫密度≥2.45g/CM3。
3.5.3鋁液溫度在685℃-710℃ 范圍內(nèi)。
3.5.4保溫爐加鋁水前、后必須扒渣,加完鋁水前,清理保溫爐內(nèi)鋁液的浮渣、爐壁掛渣、升液管和熱電偶保護(hù)套側(cè)面的渣要清干凈;加鋁后用漏鏟將鋁液表面的浮渣輕扒至爐門口,再將渣扒到鋁渣槽內(nèi),嚴(yán)禁在爐內(nèi)上下翻動鋁液扒渣。
3.5.5合格鋁液在保溫爐內(nèi)儲存時間≤4小時,超過4小時要求重新檢測保溫爐內(nèi)鋁液化學(xué)成份和含氫量,達(dá)到要求,才可使用;否則禁止使用。
4、鑄造操作
4.1根據(jù)工藝卡片要求調(diào)整參數(shù)
4.2調(diào)機合格正常生產(chǎn)時,每個鑄件須放過濾片,過濾片須平放,不得放歪。
4.3鑄造過程中隨時檢查模具涂料情況,涂料嚴(yán)重脫落或表面嚴(yán)重粗糙不平,應(yīng)及時下機處理模具。
4.4模具連續(xù)生產(chǎn)不得超過9個班次,達(dá)到9個班次時,必須停機拆模,由模修班重新清理準(zhǔn)備;
5、毛坯淬水
毛坯淬水時要平穩(wěn)浸水。盡量B面向上防止磕碰傷。
6、毛坯檢驗
6.1所有生產(chǎn)出的毛坯要求進(jìn)行100%自檢,每鑄出一個輪轂,都應(yīng)檢查鑄件外觀質(zhì)量,并做好記錄,如果鑄件外觀不合格,應(yīng)采取改進(jìn)措施。外觀質(zhì)量檢驗內(nèi)容為:欠鑄、夾渣、裂紋、冷隔、錯模等缺陷。并將檢驗結(jié)果記錄于《壓鑄監(jiān)控記錄表》中。 6.2 調(diào)機首件或接班首件根據(jù)圖紙要求檢測鑄坯尺寸并記錄,合格后繼續(xù)生產(chǎn);生產(chǎn)過程中每小時抽檢一次
6.3首檢外觀合格須送X光檢查內(nèi)部質(zhì)量,根據(jù)質(zhì)量狀況調(diào)整工藝,直到合格為止。正常鑄造過程中,接班首件送檢,正常生產(chǎn)中鑄造工按每10-20件抽1件的頻率將鑄件送X光抽樣檢查。(注:生產(chǎn)中操作手可視生產(chǎn)情況來決定是否加大X光檢驗頻率。)
6.4調(diào)機生產(chǎn)合格后或接班后前五件抽一件送拋光小組進(jìn)行試拋,根據(jù)質(zhì)量狀況調(diào)整工藝,直到合格為止;正常生產(chǎn)過程中,按每20件抽1件的頻次送試拋小組抽樣試拋。(涂裝產(chǎn)品不拋光)
7、毛坯打號
毛坯打號要整齊、清晰,不允許漏打錯打;標(biāo)識刻字需去除時要去除平整。鑄造號如 061010A50 表示06年10月10日操作手A50生產(chǎn),對于模具上有鑄造年月號的毛坯,可以不打年月號。
8、毛坯下轉(zhuǎn)
8.1毛坯下轉(zhuǎn)時合格品和廢品要單獨擺放。注:具體擺放標(biāo)準(zhǔn)見<產(chǎn)品擺放管理規(guī)定>
8.2合格毛坯在輪輞表面用記號筆標(biāo)明生產(chǎn)編號及生產(chǎn)序號。
8.3合格毛坯在下轉(zhuǎn)時要注意防護(hù),不允許出現(xiàn)磕碰傷。
9、安全及文明生產(chǎn)
9.1工人上崗操作必須穿好工作服、工作鞋、戴好防護(hù)眼鏡等防護(hù)用品。
9.2使用煤氣及天然氣時,管接頭或管道老化漏氣,應(yīng)停止使用并重新更換。
9.3時刻注意低壓鑄造機的運行情況,有問題及時上報或采取措施解決。
9.4每次充型時,都要注意是否有鋁液飛濺,以防傷人。
9.5開合模過程中,頭、手等身體各部位嚴(yán)禁伸入鑄機內(nèi)。
9.6鋁液、鑄機、模具均處于高溫狀態(tài),小心燙傷。
9.7清渣所用的扒渣工具必須是干燥的,以防止扒渣時發(fā)生爆炸傷人事故。
9.8裝拆模具時,應(yīng)小心配合,以防墜落傷人。
上一篇:壓鑄模具的行位結(jié)構(gòu)的制作方法
下一篇:2020年低壓壓鑄行業(yè)前景預(yù)測分析
相關(guān)文章
各國壓鑄模具行業(yè)市場狀況-2025-06-16壓鑄模具加工流程-2025-06-06
壓鑄生產(chǎn)中常遇模具存在的問題注意點-2025-05-26
壓鑄模具-壓鑄模具合金-2025-05-19
壓鑄模具設(shè)計要點-2025-05-14
鋁合金低壓鑄造工藝技術(shù)-2025-05-07
壓鑄模具會起泡的原因分析-2025-04-28
壓鑄模具合金介紹-2025-04-15
壓鑄模具行業(yè)的發(fā)展前景-2025-04-07
壓鑄模具用什么材料最好-2025-03-15
壓鑄模具的失效形式與模具設(shè)計要點-2025-03-08
壓鑄模具在生產(chǎn)中發(fā)生粘膜的原因及解決辦法-2025-02-28
壓鑄件冷噴涂技術(shù)的原理-2025-02-23
鋁合金壓鑄有采用什么工藝原理-2025-02-15
擠壓壓鑄模鍛工藝與裝備工藝及應(yīng)用簡介-2025-02-09
 聯(lián)系人:周銀三(經(jīng)理)
聯(lián)系人:周銀三(經(jīng)理) 手機:13758721085
手機:13758721085  電話:0577-86890469
電話:0577-86890469 傳真:0577-86899653
傳真:0577-86899653  掃一掃
掃一掃
 浙公網(wǎng)安備33030302231212號
浙公網(wǎng)安備33030302231212號